April 2021 • Photos Steve Reyes & Tony Thacker
Presented by BUAMotorsport & RatTrapRacing.comTurn phone horizontal for captions

The Back Story
A year or two ago my good friend and fellow Brit Geoff Stilwell purchased a land speed roadster from Mike Kuhl and Carl Olson and with a lot of help from friends Bob ‘Floyd’ Muravez, ‘Sparky’ Perry and Bill Schultz and set a A/BFRMR record at 258.569 mph first time out. Geoff admits it was luck, good luck. Unfortunately, during the backup run a rod tried to escape through the side of the block. It was an old, cast aluminum Keith Black block that had been repaired before and another repair on a highly-stressed engine did not seem the recipe for success.

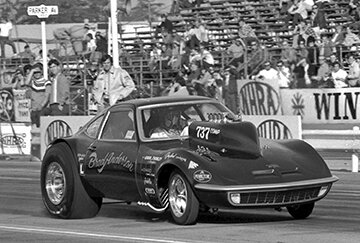
Geoff Stilwell holds the A/BFRMR record at 258.569 mph in the 7707 Lucas Oil Land Speed Racecar with a Brad Anderson (BAE) block.
Brad Anderson
We therefore looked around for ready-to-go alternatives and focused on Brad Anderson Enterprises (BAE) located not far from Geoff’s raceshop in Ontario, CA.
Anderson grew up in Colorado where he began racing stockers in the early 60s, however, he made the move to California and made his first national event final-round appearance in Comp at the ’73 Winternationals. Unfortunately, he lost to Steve Woods at the wheel of a AA/Gas Supercharged Opel.

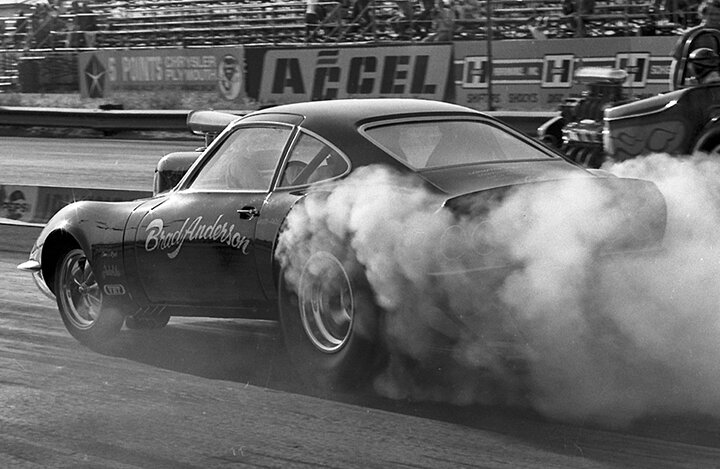
Brad’s first national event win came at the Winternationals in 1981. Photo Steve Reyes
In 70s, Anderson gravitated to Alcohol Funny Car and throughout the late-70s consistently set low ET and top speed. His first national event win came at the 1981 Winternationals at Pomona and he went on to win at the Golden Gate Nationals and the World Finals. He repeated his success in 1982 winning the Finals for the third straight year.

1984 would be Brad’s year when he took six wins in eight starts. Photo Steve Reyes
The following year ‘Bad Brad’ went on tour racking up wins in Florida, Indiana, Colorado, and Minnesota. He took six wins in eight starts, including four-straight victories to close the season, and amassed a 23-2 won-lost record. 1984 would be his best year racing but the racing was having to take a back seat to his fledgling cylinder head business that grew like crazy.
After 14 years making billet cylinder heads, Anderson saw a need for better blocks and in 1998 began making his own cast aluminum blocks. However, after just two years the demand for even stronger blocks caused him to start making billet blocks.
Step 1: The forged billet arrives

Forged billet is actually a bit of a misnomer because in reality billet aluminum is forged under pressure into a big block of 6061 aluminum. With the corners knocked off for weight saving the BAE forging looks like a small house that weighs a whopping 650lbs. It is then machined down to just 100lbs making a mountain of chips (not shown).
Step 2: Roughing out the block
The forged billet is loaded into a Mazatech CNC milling machine that can carry 120+ tools in its magazine. The first operation is to machine the front and rear faces. Meanwhile, a second block that has undergone the first operation is loaded vertically for the second operation that machines the top and bottom.
Step 3: Heat treating
After the initial machining operations, the block is sent out for heat treatment where they are treated to 6016-T6 condition.
Step 4: Second stage machining
The second machining stage is very similar to the first in that front and rear faces are machined first while a second block that has undergone the first operation is loaded vertically for the second operation that machines the top and bottom. This operation includes all the internal machining for the cam, lifter valley, etc.
Step 5: Application-Specific Machining
After the first two stages of basic block machining the next stage is determined by the specific application of the engine and such things as bore size and the receiver groove for the cylinder liners, etc.
After the second machining stage André checks specifics such as cam tunnel and mains bore size.
Step 6: Mains caps
Mains caps are likewise entirely made in-house from raw billet before they are sent out for anodizing. They are machined and bolted into the block before the mains are bored.
Step 7: Cams
Billet cam blanks are outsourced and sent out again for grinding once the profile has been determined. Cam bushing size can be anything from 54mm, to 60mm and 65mm and even 70mm.
Step 8: Detailing
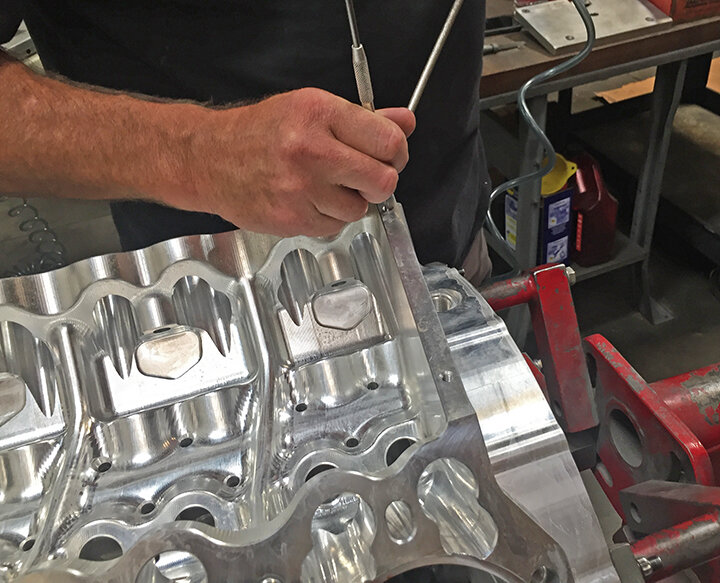
André uses an array of tools to de-burr and detail the blocks.
Step 9: Final honing
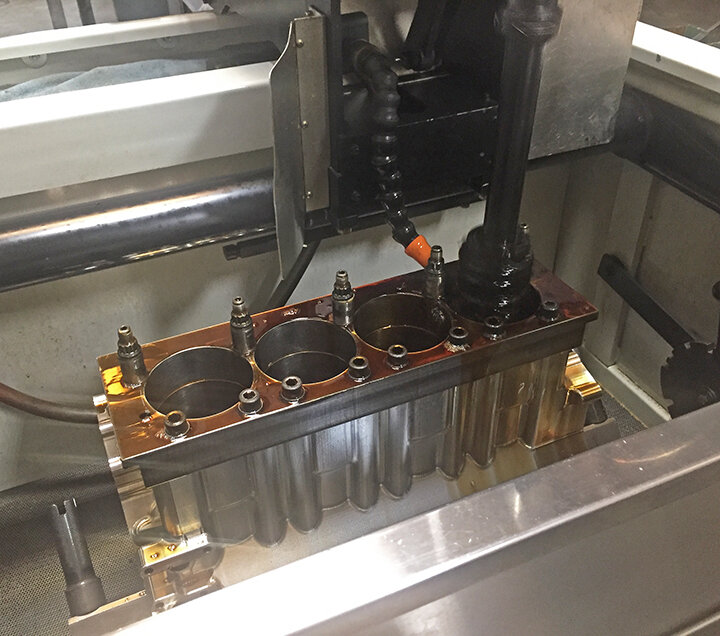
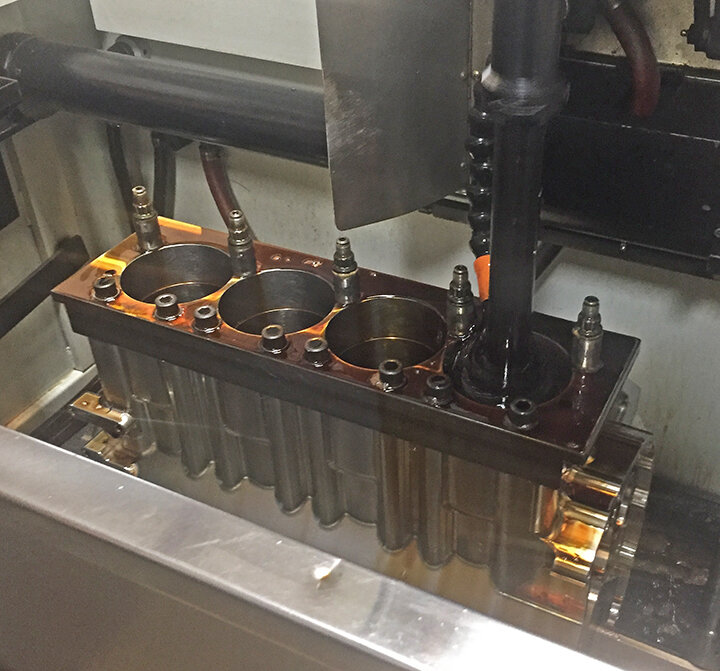
The block is fitted with a torque plate and put back in the machine for final honing.
Step 10: Assembly
Obviously, the majority of billet blocks are sent out to other engine builders, however, some customers prefer that BAE builds or part builds the engine.
Geoff Stilwell’s BAE block as it arrived at Jon Beck’s Vintage Hot Rod Design & Fabrication, Chico, CA and the assembled engine as it left.

Just in case, BAE has this dyno capable of 3500hp.
Tony Thacker
Tony Thacker is a motivational speaker and marketing consultant, author and book publisher.